English
English 中文简体
中文简体 русский
русский Español
Español











Jiangsu Gist Technology Co.,ltd (formerly Dongtai Weifeng Machinery Factory was born in 2012) The new company was established in April 2020. The company's address is No. 1, Industrial Concentration Zone, Wulie Town, Dongtai City, covering an area of 22 mu, the factory building area is more than 11,000 square meters, and the total investment is 100 million yuan. The groundbreaking construction started in early 2021 and completed the construction in early 2022. The company is a manufacturer of complete machine automation equipment that integrates development, design, production, manufacturing, sales and after-sales service. The company has a group of highly technical design teams and high-quality front-line skilled employees. According to customer requirements, various high-precision and intelligent high-quality manufacturing equipment can be carefully customized for customers.
As a professional China CBN Grinding Wheel Manufacturers and CBN Grinding Wheel Factory, The high-end intelligent automation equipment produced by our company is used in the fields of core engine components such as locomotives, generator sets, mining machinery, commercial vehicles, ships, etc. It has maintained long-term cooperation with foreign-funded enterprises such as the engine parts manufacturing company, Germany MAHLE, the power management company, the United States EATON, and other foreign-funded enterprises, and has entered their global procurement system. The company has the right to import and export independently, and has exported equipment to more than 20 countries and regions such as Germany, Japan, Türkiye, and Iran in recent years. It has established a close partnership with major domestic engine valve manufacturers: Chongqing Sanai Hailing Industrial Co., Ltd., Jinan Ward Auto Parts Co., Ltd., Dengyun Co., Ltd.-Huaiji Lunar Valve Co., Ltd., etc.
The company has more than 10 invention patents and more than 100 utility models. It was awarded a national high-tech enterprise in 2022 and a specialized and specialized enterprise in 2024.
The company has passed the certification of various systems such as ISO9001:2015 quality management system, ISO14001:2015 environmental management system, ISO45001:2018 occupational health and safety management system, and has implemented various system management requirements, and has continuously innovated and improved to meet the all-round needs of customers. Adhering to the principles of people-oriented, win-win cooperation and customer , we warmly welcome domestic and foreign customers to visit our company for guidance!
Product Introduction:
This series of products is used for surface processing of engine valve lock clamping grooves, necks, disk conical surfaces, disk outer circles, disk end surfaces, and rod end surfaces, as well as multi-part combined grinding processing.
Suitable for processing ordinary alloy steels and heat-resistant alloy steels such as 40Cr, 4Cr9si2, 4Cr10si2M, 21-4N, 23-8N, and NCF751 (nickel-based alloy steel).
Technical Note:
The maximum working line speed of this product can reach 180m/s, which is slow feed forming and grinding. The grinding wheel and workpiece have a large contact area and a high speed ratio, which can achieve high material removal rate, greatly improve processing efficiency and reduce processing costs, and maintain the shape of the grinding wheel well during use without any need for trimming.
The contour accuracy of the machining workpiece can reach 0.005mm, and the grinding wheel matrix can be reused.
Product Advantages:
● Designed specifically for wear-prone areas, greatly improving the service life of the grinding wheel.
● High-precision shape
● Grinding wheel stabilizes Hezhong technology
● Long life of the grinding wheel
● Replacing can be repeated several times
● Multi-layer electroplating process can be used in more complex shapes
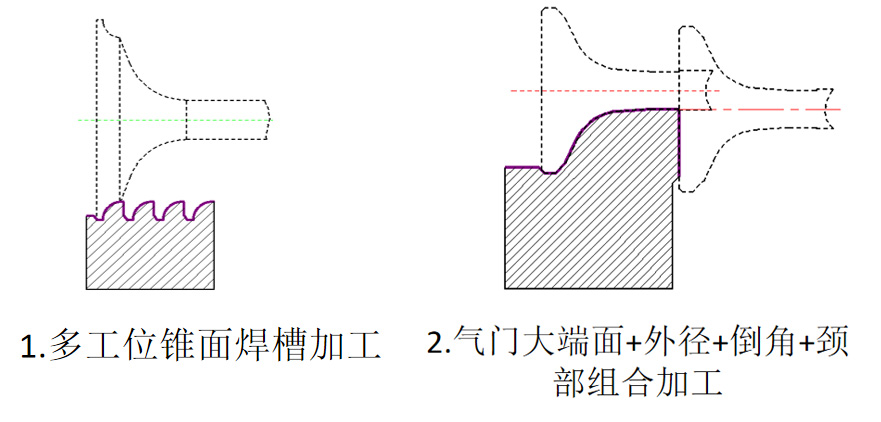
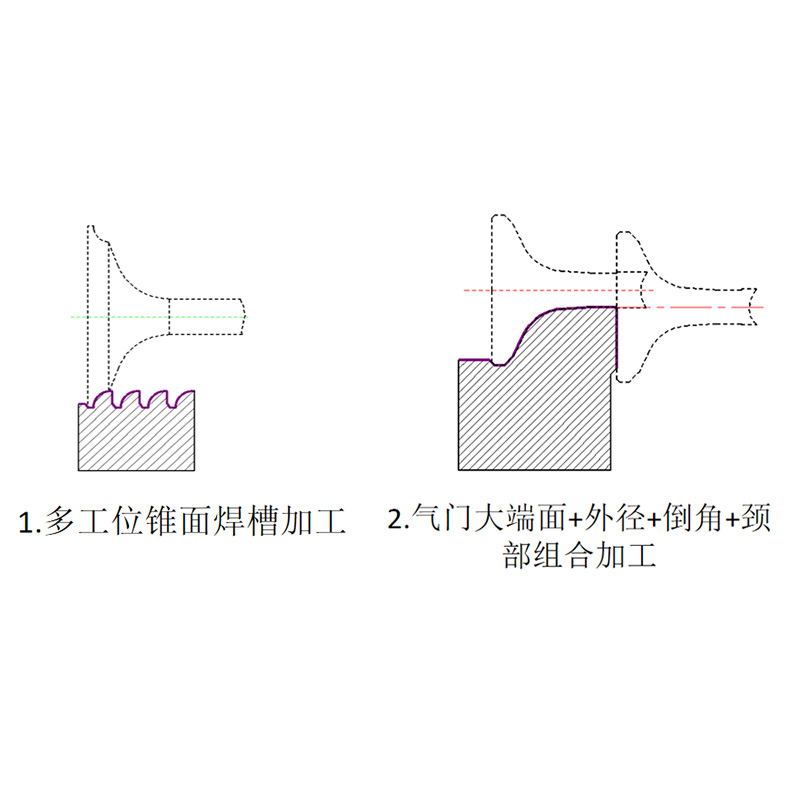
| Processing parts | Processing diagram | Specifications D*T/t*H*W | Linear speed | Workpiece roughness |
| Surface groove | 1. Multi-station cone welding groove processing diagram grinding wheel | 380*(18-35)*Φ160 | 80-150 | RZ10 |
| Large end face Outer diameter Chamfered neck | 2. Large end face of valve, outer diameter, chamfer, neck combination processing grinding wheel diagram | 500*(20-45)*Φ203.2 | 150-180 | RZ10 |